Наждачная бумага размеры. Гост маркировки наждачной бумаги. Назначение наждачной бумаги в зависимости от маркировки
Наждачная бумага или шлифовальная шкурка – это гибкий материал на тканевой или бумажной основе, применяемый для абразивной обработки твердых поверхностей. Может быть использована для ручных и машинных операций, для удаления старых лакокрасочных материалов, устранения царапин, шлифовки и других операций. Основным рабочим элементом является слой абразивного зерна, который и определяет сферу применения материала.
Основная классификация
Наиболее важной характеристикой является зернистость материала, которая и определяет сферу её применения – черновая обработка, шлифовка, полировка. По действующим международным и принятым с 2005 года в России стандартам зернистость определяется количеством зерен на квадратный дюйм. Соответственно, чем больше зерен помещается на единицу площади, тем меньше их размер. По этому стандарту зернистость материала отражается буквой Р и номером от 12 до 2500. По старому ГОСТ 3647-80, часто используемом в странах СНГ, цифра обозначает размер зерна в десятках микрон с литерой –Н в конце (6-Н, 16-Н, 32-Н и т. д.). Самые мелкие зерна измеряются в микронах и имеют обозначение М, например М40.
Сферу назначения, маркировку и зернистость по различным стандартам вы можете изучить по приведенной ниже таблице
| Назначение | Маркировка по ГОСТ 3647-80 | Маркировка по ISO-6344 | Размер зерна, мкм | |
|---|---|---|---|---|
| Крупнозернистые | ||||
| Очень грубые работы | 80-Н | P22 | 800-1000 | |
| 63-Н | P24 | 630-800 | ||
| 50-Н | P36 | 500-630 | ||
| Грубые работы | ||||
| 40-Н | P40 | 400-500 | ||
| 32-Н | P46 | 315-400 | ||
| 25-Н | P60 | 250-315 | ||
| Первичная шлифовка | 20-Н | P80 | 200-250 | |
| 16-Н | P90 | 160-200 | ||
| 12-Н | P100 | 125-160 | ||
| 10-Н | P120 | 100-125 | ||
| Окончательная шлифовка мягких пород дерева, старой краски под покраску | 8-Н | P150 | 80-100 | |
| 6-Н | P180 (Р 220) | 63-80 | ||
| Мелкозернистые | ||||
| Окончательная шлифовка твердых пород дерева, шлифовка между покрытиями | 5-Н,М63 | P240 | 50-63 | |
| 4-Н,М50 | P280 | 40-50 | ||
| Полировка финальных покрытий, шлифовка между покрасками, мокрая шлифовка | М40\Н-3 | P400 | 28-40 | |
| М28\Н-2 | P600 | 20-28 | ||
| Шлифовка металла, пластиков, керамики, мокрая шлифовка | М20\Н-1 | P1000 | 14-20 | |
| Еще более тонкая шлифовка, полировка | М14 | P1200 | 10-14 | |
| М10/Н-0 | P1500 | 7-10 | ||
| М7\Н-01 | P2000 | 5-7 | ||
| М5\Н-00 | P2500 | 3-5 | ||
Важным показателем является и тип абразива. Наиболее широко применяемым является электрокорунд, характеризуемый стойкость к высокому давлению и хорошими режущими свойствами. Может выпускаться с добавлением оксида хрома, увеличивающим абразивные качества и прочность материала. Его можно узнать по характерной рубиновой окраске.
Из других материалов зерен отметим следующие:
- Карбид кремния. Прочнее электрокорунда, но более хрупок. Благодаря этому кристаллы раскалываются под давлением и образуют новые грани, тем самым обновляя поверхность.
- Гранат. Сравнительно мягкий минерал, используемый в основном для обработки дерева.
- Эльбор и алмаз. Сверхтвердые материалы. Редко используются по причине высокой стоимости.
Маркировка и основа
Для проведения большинства работ достаточно знать зернистость материала. Но существует ещё масса параметров классификации, которые содержит код материала. Изучить их можно по приведенной ниже таблице:
Из всего этого рекомендуем обратить внимание на основу шкурки, от которой во многом зависит её стойкость и удобство работы. Основные варианты – это бумажная и тканевая основа. Бумага может быть обычной или влагостойкой, обладает высокими показателями прочности. Преимуществами является её стоимость, сохранение размера при работе и возможность нанесения мельчайших частиц. Недостатком является невысокая прочность и стойкость к износу.
В качестве тканевой основы для шлифовальной шкурки чаще всего применяется полиэстер и хлопок. Для повышения прочности и стойкости к влаге ткань пропитывается полиэфирной смолой. Главными преимуществами являются прочность на разрыв и эластичность. Ткани подразделяются на несколько классов:
- J – используется для чистой шлифовки края и профиля.
- Х – для тяжелых работ с высокой степенью загрязнения.
- W и Y – обладают высокой прочностью и используются преимущественно при машинной обработке.
Основными достоинствами тканевой основы являются высокая прочность, стойкость к влаге и износу. Недостатки – более высокая стоимость и вероятность удлинения при работе.
Из прочих видов основ наждачной бумаги следует отметить комбинированный материал – склеенная с бумагой ткань, а также фибру – плотный и твердый состав используемый для производства фибровых дисков.
Особенности применения
Приведём несколько советов относительно применения наждачной бумаги для шлифовки и полировки различных поверхностей:
- Общим правилом применения шлифовальной шкурки является переход от более грубых к более тонким видам – от меньших показателей зернистости к большим.
- Наиболее грубое зерно применяется для черновой обработки дерева и снятия краски, тонкое для различных стадий чистового шлифования.
- При мокром шлифовании рекомендуется использовать водостойкую бумагу с показателем зернистости 400-600. Таким образом, удается уменьшить количество пыли и получить более гладкую поверхность.
- Для ручной обработки сложных криволинейных поверхностей можно закрепить шкурку на толстом куске резины.
- Для удобства работ материал можно обернуть вокруг любого твердого бруска.
ГОСТы
В России в настоящее время действует ГОСТ Р 52381-2005, отвечающий международным требованиям ISO 6344. Также можно встретить обозначения по старому стандарту, ГОСТ 3647-80, по которому зернистость указывается по размеру фракции, а не по количеству частиц на единицу площади.
Виды абразива
Абразив лент выполняется из нескольких видов материалов, каждый из которых подходит для определенных материалов:
- карбид кремния - прочный материал, ленты с таким покрытием применяются при обработке металлов, пластмасс, окрашенных покрытий, стекловолокна;
- гранат - натуральный абразив с высокой твердостью, отлично подходящий для обработки древесных изделий;
- керамический абразив - отличается высокой твердостью, используется при формировании древесины и для её выравнивания;
- окись алюминия - хрупкий абразивный материал, применяемый в деревообрабатывающей промышленности; благодаря мягкости металла, зерна «размываются» от нагрева и образуют новые грани, продолжая функционировать.
Маркировка по степени зернистости абразива
Зернистость шлифовальных лент является важнейшей характеристикой ленты. В зависимости от её назначения, размер гранул (зерен) может колебаться от нескольких миллиметров (ленты с таким размером зерен применяется для грубых работ) до 3-5 мкм (для завершающей шлифовки). Стандарт, являющийся наиболее распространенным в мире и принятым в России, - FEPA или ISO 6344. Согласно данному стандарту, зернистость абразива обозначается буквой P и численной частью, означающей единицы (от 12 до 2 500). Чем выше числовая часть маркировки, тем более мелкое зерно будет иметь лента.
Наравне с мировым стандартом в странах бывшего СССР применяется устаревший вид маркировки, соответствующий советскому ГОСТу 3647-80. При данном типе маркировки, цифровая часть обозначает размер зерна в десятках микрон с добавочной буквой Н (20-Н, 10-Н). Наиболее мелкий размер абразивного покрытия обозначается буквой М и цифровой частью, где М - означает микро. Встречаются и другие виды маркировок, к примеру, GB2478 - Китай, ANSI - Америка и JIS - Канада.
Тип нанесения абразива
Зернистость шлифовальных лент создается двумя способами:
- открытый и полуоткрытый метод насыпки - при данном способе зёрна покрывают от 40 до 60% поверхности, лента подходит для мягких материалов низкой плотности, к примеру, шпатлеванные предметы, смолистые породы дерева; данный тип обсыпки препятствует забиванию промежутков и образованию комков;
- сплошной или закрытый тип насыпки - поверхность полностью покрыта зернами абразива, материалы с данным видом насыпки подходят для шлифования поверхностей высокой твердости (металлов, твердых сортов дерева).
Степени зернистости абразива
Зернистость бывает нескольких категорий. Группирование происходит по размеру зерен. Чем ниже цифра показателя зернистости, тем более грубой будет обработка материала.
Зернистость шлифовальных лент крупная
Ленты с особо крупным зерном P22–P36 применяются для очень грубых видов работ и являются самым грубыми. Размеры зерен находятся в пределах от 1 000 до 500 мкм.
Ленты с крупным зерном (Р40–Р60) используются для первоначальной обработки материала (чаще всего дерева). Поскольку размер гранул довольно крупный, забивается лента не так быстро, что позволяет выполнить значительный объем работы. Размеры зерен находятся в пределах от 500 до 250 мкм.
Ленты для первичной шлифовки (P70–P120) подходят практически для всех работ по зачистке поверхности, к примеру, лакокрасочного покрытия или же в случаях, когда необходимо сгладить деталь. Размеры зерен находятся в пределах 250–100 мкм.
Ленты для окончательно шлифовки (P150–P220) применяются для финальной зачистки поверхности от краски или придания гладкости, также для шлифовки под покраску. Используются для мягких пород дерева. Размеры зерен находятся в пределах 100–63 мкм.
Зернистость шлифовальных лент мелкая
Ленты для окончательной шлифовки (P240–P280) используются для финальной обработки дерева твёрдых пород, а также для его зачистки перед покрытием. Размеры зерен находятся в пределах 63–40 мкм.
Ленты для полировки финальных покрытий (P400–P600) предназначаются для сглаживания окрашенных поверхностей, создания необходимой гладкости, полировки между покрасками, шлифовки мокрым способом. Размеры зерен находятся в пределах 40–20 мкм.
Ленты для тонкой шлифовки (P1000) используются для полировки металла, керамики, пластика и шлифовки мокрым способом. Размеры зерен находятся в пределах 20–14 мкм.
Ленты для деликатной шлифовки (P1200–P2500) применяются для финальной полировки изделий, придания блеска поверхности. Размеры зерен находятся в пределах 14–3 мкм.
Какую наждачную бумагу выбрать? Это зависит от того, какие работы вы собираетесь производить - первичную грубую обработку, выравнивание поверхности, шлифовку или полировку. Чтобы быстро определиться с выбором смотрите таблицу:
|
ГОСТ Р 52381–2005 (Россия) |
ГОСТ 3647–80 (СССР) |
Размер зерна (мкм) |
Назначение |
| Крупнозернистые | |||
|
80-H |
Черновая обработка |
||
|
63-H |
|||
|
50-H |
|||
|
40-H |
Грубые работы по дереву |
||
|
32-H |
|||
|
25-H |
|||
|
20-H |
Первичная шлифовка |
||
|
16-H |
|||
|
P100 |
12-H |
||
|
P120 |
10-H |
||
|
P150 |
Подготовка твердых сортов дерева к шлифовке |
||
|
P180 |
|||
| Мелкозернистые | |||
|
P240 |
5-H ,М63 |
Окончательная шлифовка твердых пород дерева |
|
|
P280 |
|||
|
P400 |
Полировка финальных покрытий |
||
|
P600 |
|||
|
P1000 |
Шлифовка металла, пластиков, керамики |
||
|
P1200 |
Еще более тонкая шлифовка, полировка |
||
|
P1500 |
|||
|
P2000 |
|||
|
P2500 |
|||
Основная характеристика “наждачки” - зернистость. Наиболее распространен стандарт зернистости FEPA (Европа, Индия, Турция, ЮАР) он же ISO 6344. Этот стандарт по большей части соответствует ныне действующему стандарту России ГОСТ Р 52381–2005 и маркируется буквой Р и числами от 22 до 2500. Чем больше число на маркировке, тем мельче размер частиц абразива.
Одновременно, встречаются и более ранние ГОСТы, ещё те, что существовали в СССР, например, 20-Н или М5/Н-00 “нулёвка” - самая мелкозернистая наждачная бумага.
Кроме того существуют стандарты ANSI (CAMI /UAMA ) и “0” grade (США, Канада), JIS (Япония), GB (Китай).
Не менее важным параметром шлифовальной бумаги (или на тканевой основе) является материал абразива.
В настоящее время применяют абразивы:
карбид кремния (карборунд);
керамика;
гранат;
оксид алюминия (электорокорунд);
синтетический алмаз.
Электорокорунд - наиболее широко применяемый абразив. Наждачная бумага с таким покрытием является самой прочной и долговечной. Дополнительную прочность и увеличение абразивных способностей электрокорунда придаёт добавление оксида хрома при изготовлении такой “наждачки”. Её легко отличить по рубиновой окраске.
Наждачная бумага с карборундом. Более всего подходит для обработки пластика, стекла, чистовой шлифовки по металлу.
Бумага с гранатовым покрытием. Изнашивается быстрее из-за того, что гранат - сравнительно мягкий минерал. Поэтому и применяется он для шлифовки более мягких материалов, например, дерева. Оставляет после себя более гладкую поверхность.
Так же различают шлифовальную бумагу по типу нанесения абразива (насыпке).
Открытая (или полуоткрытая) насыпка - абразив покрывает 40–60% поверхности основы. Такой тип засыпки исключает образование комков на абразивной поверхности. Подходит для обработки рыхлых материалов: шпатлёванных поверхностей, древесины.
Закрытая насыпка (или сплошная) - подходит для шлифования твёрдых материалов: твёрдые породы дерева, металл.
Наждачная бумага (шкурка) — это абразивный материал, который предназначен для шлифования и устранения неровностей/зубцов из поверхности.
Видов наждачной бумаги очень много и классифицировать их можно по различным параметрам, таким как материал основы, нанесение абразивного слоя и зернистость.
Классификация по номерам (зернистости)
На сегодняшний день наждачная бумага выпускается с зернистостью от 12 до 4000.
Зернистость — это количество абразивных частиц на 1 квадратный дюйм шкурки. Чем меньше это число, тем более грубая (крупнее зерна) наждачная бумага.
Условно её можно разделить на 3 группы:
- Крупнозернистая (12-80). Чаще всего применяется для того, чтобы снять с поверхности различные лаки и краски, то есть применяется для первичной обработки. После такой грубой шлифовки обычно остаются царапины, которые нужно обрабатывать более тонкой наждачной бумагой.
- Наждачная бумага средней зернистости (80-160).Обычно используется после крупнозернистой для сглаживания и выравнивания деревянной поверхности. Такая бумага оставляет мало следов и используется для промежуточной обработки материала.
- Мелкозернистая (160-4000). Мелкозернистая наждачная бумага позволяет полностью удалить все неровности и царапины из поверхности дерева. Используется в качестве финишной обработки, непосредственно перед покраской.
Основа наждачной бумаги
- Бумажная основа. Наждачная бумага на бумажной основе является наиболее дешевой, способна выдерживать большие механические нагрузки и может обрабатываться водоотталкивающим веществом. На такую основу можно нанести даже мельчайшие фракции шлифовального материала, однако её износостойкость оставляет желать лучшего.
- Тканевая основа. Наждачная бумага на тканевой основе обладает хорошей износостойкостью и может пропитыватся специальным смолами для защиты от влаги. Также она обладает хорошей эластичностью и поточностью на разрыв.
- Комбинированная основа. Наждачная бумага на комбинированной основе (бумага+ткань) используется в тех случаях, когда при больших механических нагрузках нужна шлифовальная поверхность с высоким уровнем зернистости. Такая бумага собрала в себе все наилучшие свойства предыдущих видов и является наиболее дорогой.
Помимо зернистости и материалу основы также рекомендуем обращать внимание на насыпку абразива.
Так наждачная бумага со сплошной насыпкой обладает более высокой прочностью и подходит для обработки твёрдых веществ.
Изделия с полуоткрытой абразивной насыпкой предназначены для более мягких материалов и лучше чистятся в процессе использования.
Надеемся, что данная классификация наждачной бумаги Вам пригодилась и вы подобрали её правильно!
Разобравшись в технологии производства наждачной бумаги, вы без труда сможете подобрать нужный лист. Условно её делят на три группы: крупнозернистая, среднезернистая и близкая к нулёвке для финишной обработки. Есть и другие тонкости, не учитывая которых, можно испортить материал или абразив.
Выбираем зернистость. От снятия старой краски до шлифовки стеклянных изделий
На обратной стороне наждачной бумаги нарисована маркировка, но в зависимости от производителя и года она может отличаться. Покупать её лучше, осматривая лично, а не доверять неопытным людям или заказывая в интернете. Если же такой возможности нет, опирайтесь на сочетание показателей, а не на цифры. Так как одна и та же зернистость может обозначаться тремя разными маркировками: P 800-21,8, 400-23 и J 700-21. В таблице мы укажем все варианты.
Таблица № 1. Маркировка зернистости
| СССР | Современная маркировка | Назначение | ||||
| ГОСТ-3647-80 | Размер, мкм | Образивные материалы не на гибкой основе | Размер, мкм | Образивные материалы на гибкой основе | Размер, мк | |
| F 4 | 4890 | Грубая зачистка швов или снятие старого покрытия | ||||
| F 5 | 4125 | |||||
| F 6 | 3460 | |||||
| F 7 | 2900 | |||||
| 200 | 2500/2000 | F 8 | 2460 | |||
| F10 | 2085 | |||||
| 160 | 2000/1600 | F12 | 1765 | P 12 | 1815 | |
| 125 | 1600/1250 | F 14 | 1470 | |||
| 100 | 1250/1000 | F 16 | 1230 | P 16 | 1324 | |
| F 20 | 1040 | P 20 | 1000 | |||
| 80 | 1000/800 | F 22 | 885 | |||
| 63 | 800/630 | F 24 | 745 | P 24 (24) | 764 (708) | Выравнивание поверхности |
| 50 | 630/500 | F 30 | 625 | P 30 (30) | 642 (632) | |
| F 36 | 525 | P 36 (36) | 538 (530) | |||
| 40 | 500/400 | F 40 | 438 | P 40 (40) | 425 (425) | |
| 32 | 400/315 | F 46 | 370 | |||
| 25 | 315/250 | F 54 | 310 | 60 | 265 | |
| F 60 | 260 | P 60 | 269 | |||
| 20 | 250/200 | F 70 | 218 | P 80 | 201 | |
| 16 | 200/160 | F 80 | 185 | P 100 (80) | 162 (190) | |
| 12 | 160/125 | F 90 | 154 | Грубая шлифовка поверхности, убирающая царапины | ||
| F 100 | 129 | P120 (120) | 125 (115) | |||
| 10 | 125/100 | F 120 | 109 | P 150 (150) | 100 (92) | |
| 8 | 100/80 | F 150 | 82 | P 180 (180) | 82 (82) | |
| 6 | 80/63 (80-63) | F 180 | 69 | P 220 (220) | 68 (68) | |
| 5 М63 | 63/50 (63-50) | F 220 | 58 | P240 (240) | 58,5 (58,5) | |
| F 230 | 53 | P 280 (J 280) | 52,2 (52) | |||
| 4 M50 | 50/40 (50-40) | F 240 | 44,5 | P 320 (J 320) | 46,2 (46) | |
| P 360 (J 360) | 40,5 (40) | |||||
| M 40 | 40/28 (40-28) | F 280 | 36,5 | P 400 (320 или J 400) | 35 (36 или 34) | Удаление следов грубой шлифовки, заточка металла для клинка |
| F 320 | 29,2 | P 500 (360 J 500) | 30,2 (28) | |||
| М 28 | 28/20 (28-20) | F 360 | 22,8 | P 600 (J600) | 25,8 (24) | |
| P 800 (400 J 700) | 21,8 (23 21) | |||||
| M 20 | 20/14 (20-14) | F 400 | 17,3 | P 1000 (500 J 800) | 18,3 (20 18) | |
| P 1200 (600 J 1000) | 15,3 (16 15,5) | |||||
| M 14 | 14/10 (14-10) | F 500 | 12,8 | P 1500 (800, J 1200) | 12,6 (12,6, 13) | Финишная шлифовка изделий до идеального состояния, обработка лезвия после заточки |
| P 2000 (1000, J 1500) | 10,3 (10,3, 10,5) | |||||
| M 7 | 10/7 (10-7) | F 600 | 9,3 | P 2500 | 8,4 | |
| M 5 | 7/5 (7-5) | F 800 | 6,5 | 1200 (J 2000) | 5,5 (6,7) | |
| J 2500 | 5,5 | |||||
| M 3 | 5/3 (5-3) | F 1000 | 4,5 | J 3000 | 4 | |
| 3/2 (3-2) | F 1200 | 3 | J 4000 | 3 | ||
| 2/1 (2-1) | F 1500 | 2 | J 6000 | 2 | ||
| F 2000 | 1,2 | J 8000 | 1,2 | |||
| 1/0,5 (1-0,5) | ||||||
| 0,5/0,1 (0,5-0,3) | ||||||
| 0,3/0,1 (0,3-0,1) | ||||||
| 0,1 и < | ||||||
Во всех ситуациях выбирайте не менее трёх вариаций и начинайте с большей зернистости, а заканчивайте наиболее мелкой.

Варианты обработки по материалу:
- стекло, пластик и камень — используют мокрый метод шлифовки, поэтому выбирайте листы на влагостойкой основе. Если есть сколы — начинайте с 3 тыс. мкм, при лёгких царапинах с 1500 мкм. Далее переходите на 1 тыс. или 600 мкм и завершайте 100 или 30 мкм. Для наведения глянца используется паста ГОИ. На объективах, линзах или экранах более щадящие составы;
- деревянные и гипсовые поверхности — лучше выбрать более мелкие фракции, чтобы не оставлять глубокие царапины. Начинать можно с 1 тыс. мкм и заканчивать от 30 и ниже;
- железо — шлифуется разными размерами, в зависимости от задач. Для придания нужной формы, берут самые грубые фракции от 4890 микрон и заканчивают нулёвками. Как правило, используют 4-5 промежуточных вариантов. Крупные абразивы для мягких металлов как золото и олово использовать нельзя;
- поверхность, окрашенная водоэмульсионной краской — завершайте шлифовку наждачной бумагой с фракцией близкой к нулю. Иначе она проявит все мелкие царапины.

Будьте осторожны и не перепутайте тип и микроны. Если маркировка показывает от F4 до F22 — это грубая наждачная бумага, но зернистость её измеряется только в микронах и равна от 4890 до 885 мкм. При выборе лучше называть размер зерна, 1 мкм = 0,001 мм.

Плюсы и минусы различных основ
Некоторые основы не подходят для использования во влажной среде, другие эластичны и хорошо огибают завитушки, есть особо прочная основа или, наоборот, мягкая на тонкой бумаге и недорогая.
Наиболее часто встречающиеся основы:
- бумажные — недорогие, не растягиваются и бывают всех видов зернистости, но они недостаточно прочные. Может быть водостойкой, но по этим свойствам уступает тканевой;
- тканевые — эластичность их главный плюс и минус. С одной стороны, основа легко принимает форму любого изделия, с другой — абразив крошится при сильном растягивании. Прочная и влагостойкая, но дорогая;
- фибровые — чаще изготавливают для дисков, но незаменимы при обработке камня. Её используют для очень твёрдых материалов;
- комбинированные — слои ткани и бумаги склеиваются между собой и на основу наносят абразив. Обладает преимуществами бумажной и тканевой, но имеет высокую цену.

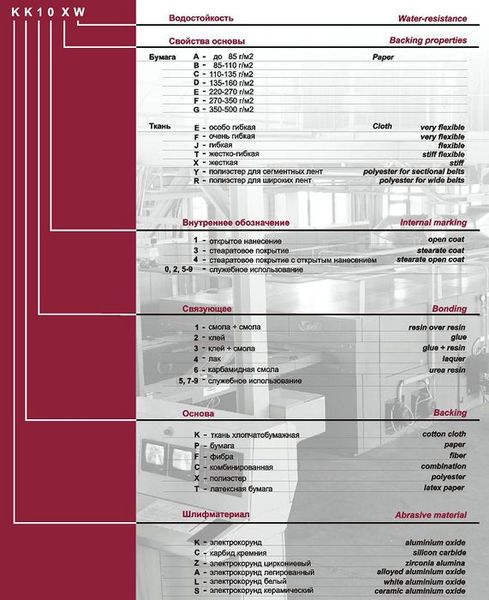
У основы также имеется своя маркировка, которую можно увидеть на артикуле или обратной стороне. Значения можно посмотреть в таблице.
Таблица № 2. Маркировка основ
Типы и способы нанесения абразива
При выборе обращайте внимание на тип нанесения, одни из них больше подойдут для изделий с хрупкой поверхностью, другие для шлифовки жёсткого материала.

Таблица № 3. Маркировка типа нанесения
| Маркировка | Тип нанесения |
| 1 | Открытое нанесение |
| 3 | Стеаратовое покрытие |
| 4 | Закрытый тип нанесения |
Покрытие по способу нанесения:
- путём открытой насыпки — покрыто 60% площади. Благодаря пустотам подходит для крошащего материала, через них высыпается стружка и гипс. Такая шкурка реже засоряется;
- закрытой насыпки — абразив закрывает полотно на 100%. Выбирают для обработки металла, так как при использовании на мягкой поверхности он быстро забивается;
- механический способ — менее равномерное нанесение из-за использования силы земного притяжения. Частички падают разными сторонами;
- с помощью электростатики — создаются наиболее «острые» наждачные слои. Воздействие на каждую частичку электростатическим полем переворачивает их остриём в одну сторону.
Абразив наклеивается на поверхность смолами и клеем. Некоторые из них обладают водостойкими или антистатическими свойствами.
У каждого абразива свои задачи
Мягкий абразив не поможет при обработке стекла или камня, а сильно жёсткий проделает глубокие борозды на пластике или шпаклёвке. Обычно для грубого снятия слоя или придания формы используют наиболее острые материалы, а для выравнивания и придания гладкости — мягкие.

Чаще всего можно встретить такие материалы:
- алмаз — самый прочный и острый материал, но дорогой;
- гранат — жёстче, чем окись алюминия, но быстрее снашивается. Чаще используют для древесины;
- кварц — известен как «стеклянная шкурка» из-за частого применения для оптики и керамики;
- окись алюминия (наждак) — при сильном трении обновляется за счёт сколов, которые образуют новые грани;
- карбид кремния — наиболее острый и доступный по цене, заменяет по свойствам алмазную крошку. Используют для металла, керамики и снятия краски;
- электрокорунд — от окиси алюминия отличается большей прочностью, так как сплавляется титаном, алюминием или хромом.
Если невозможно определить материал внешне, ориентируйтесь на буквенную маркировку.
Таблица № 4. Маркировка абразива
Самодельные листы для шлифовки по старинным рецептам
Первая наждачная бумага появилась не в 1833 году, а тысячелетия назад. Жители прибрежных районов использовали кожу акулы или варили клей на чешуе рыб. Далее, они намазывали им куски кожи или ткани и посыпали её песком. Мастера, живущие далеко от берега, добывали клей из костей и жил животных или применяли смолу деревьев.
Чтобы изменить воздействие на обрабатываемую поверхность, мастера делали несколько вариантов полотна. На некоторых листах была крошка из драгоценных камней, на других песок, а на третьих молотые ракушки или семена растений. Для обработки крупных камней или предметов создавали металлические пластины, на раскалённую поверхность которых наносили абразив.

Современные листы выпускают с однотипной маркировкой, принятой во всём мире. Доставшаяся по наследству или приобретённая на строительном рынке старая наждачная бумага может сильно отличаться от принятых стандартов, поэтому лучше ориентируйтесь на внешний вид, это поможет избежать ошибок.
